Durch intelligente Produktionsplanung und eine vernetzte Anlagentechnik ist es uns möglich ihre Bauteile nach der galvanischen Beschichtung direkt und ohne weiteres Zutun dem Temperprozess zuzuführen. So bieten wir maximale Prozesssicherheit für ihre gehärteten Bauteile.
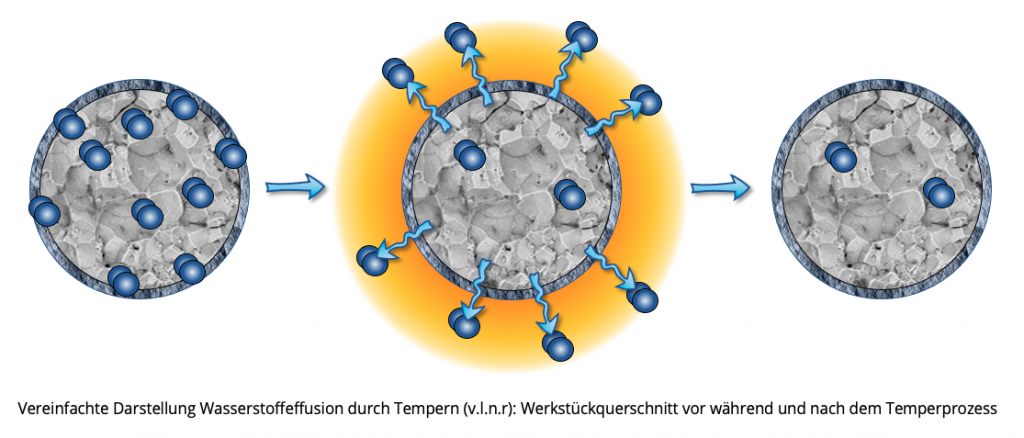
Beim Temperprozess findet ein Austreiben des Wasserstoffes, eine sogenannte Wasserstoffeffusion statt. Die Bauteile werden im Anschluss an die galvanische Beschichtung bei ca. 200°C und einer Haltedauer von 4 bis 24 Stunden einer Wärmeauslagerung unterzogen. Dadurch verringert sich die lokale Konzentration von Wasserstoff im Werkstoff, was wiederum das Risiko eines wasserstoffinduzierten Sprödbruches senkt.
Grundlagen Wasserstoffversprödung
Wasserstoffversprödung ist eine Systemeigenschaft und besteht aus drei Faktoren:
- Lokale Konzentration an Wasserstoff im Werkstoff
- Werkstoffzustand und innere Spannungsverhältnisse
- Von aussen aufgebrachte mechanische Kräfte, insbesondere Zugspannungen
Überschreiten die drei Faktoren in Kombination eine kritische Schwelle kann es zu einem wasserstoffinduzierten Sprödbruch kommen. Um die lokale Konzentration an Wasserstoff einzugrenzen, werden vom Beschichter im Beschichtungsprozess Massnahmen getroffen. Die internationale Norm ISO 4042 bildet hier eine aktuelle, solide Basis und beschreibt die Massnahmen zur Vermeidung von Wasserstoffversprödung welche bei Galvanikprozessen umzusetzen sind.
Sonderstellung von Zink/Nickel-Überzügen
Industrie und Wissenschaft lassen gegenwärtig die Diskussion um eine mögliche Sonderstellung von Zink/Nickel-Überzügen auf höherfesten Bauteilen ohne anschliessende Temperprozesse zu.
Wenn Details zur Herstellungskette und über das Belastungskollektiv in der Anwendung bekannt sind, kann VK einen wesentlichen Teil zur Risikoabschätzung des Desingverantwortlichen beitragen.